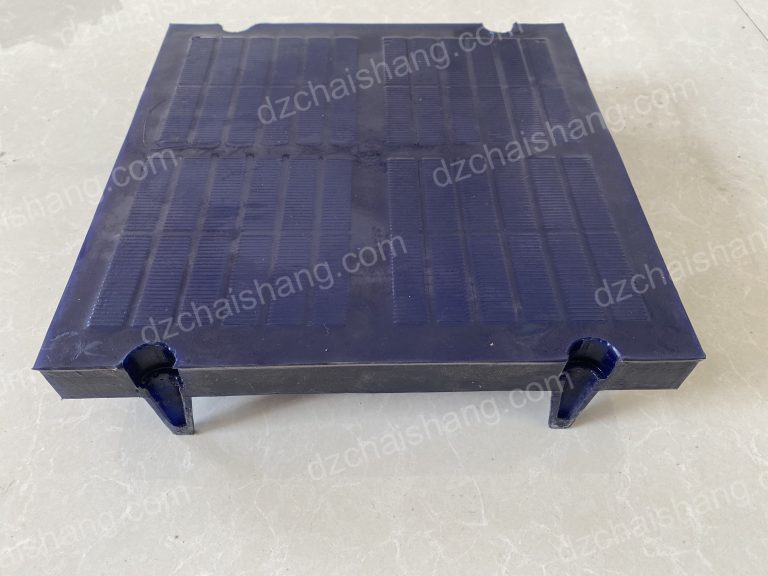
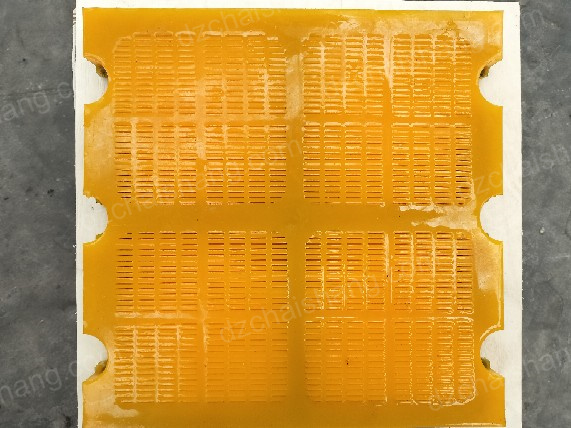
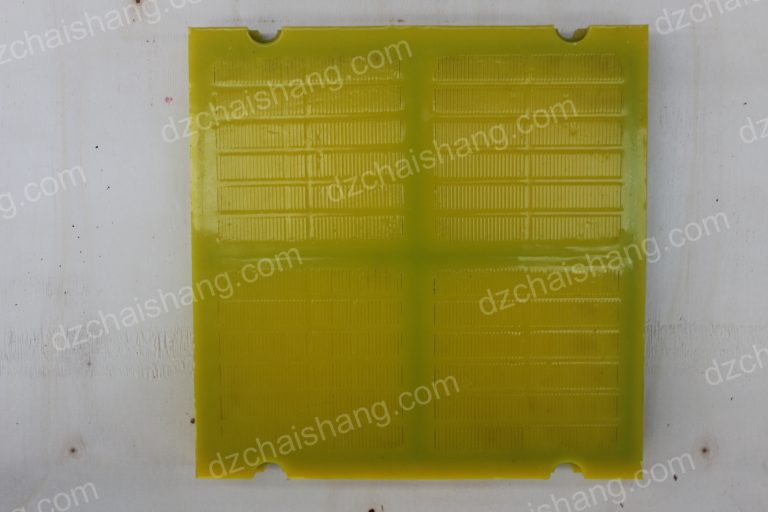
vibrating mesh sieve
The Benefits of Using a Vibrating mesh sieve in Industrial Applications

The Benefits of Using a Vibrating mesh sieve in Industrial Applications In industrial applications, the need for efficient and accurate separation of materials is paramount. One tool that has proven to be highly effective in achieving this is the vibrating mesh sieve. This innovative piece of equipment offers a range of benefits that make it an invaluable asset in various industries. First and foremost, the vibrating mesh sieve is known for its exceptional accuracy. Unlike traditional sieves, which rely on manual shaking or mechanical vibrations, this sieve utilizes a high-frequency vibration that ensures precise separation of particles. This level of accuracy is crucial in industries such as pharmaceuticals, where even the smallest impurities can have serious consequences. With a vibrating mesh sieve, manufacturers can be confident in the quality and purity of their products.
 Another advantage of the vibrating mesh sieve is its efficiency. The high-frequency vibrations not only enhance accuracy but also increase the throughput of materials. This means that larger quantities can be processed in a shorter amount of time, leading to improved productivity and cost-effectiveness. In industries where time is of the essence, such as food processing or mining, this efficiency can make a significant difference in overall operations. Furthermore, the vibrating mesh sieve offers versatility in its applications. It can be used for a wide range of materials, from fine powders to coarse aggregates. This adaptability makes it a valuable tool in industries that deal with diverse materials, such as construction or chemical manufacturing. With a vibrating mesh sieve, manufacturers can streamline their processes by using a single piece of equipment for multiple applications.
Another advantage of the vibrating mesh sieve is its efficiency. The high-frequency vibrations not only enhance accuracy but also increase the throughput of materials. This means that larger quantities can be processed in a shorter amount of time, leading to improved productivity and cost-effectiveness. In industries where time is of the essence, such as food processing or mining, this efficiency can make a significant difference in overall operations. Furthermore, the vibrating mesh sieve offers versatility in its applications. It can be used for a wide range of materials, from fine powders to coarse aggregates. This adaptability makes it a valuable tool in industries that deal with diverse materials, such as construction or chemical manufacturing. With a vibrating mesh sieve, manufacturers can streamline their processes by using a single piece of equipment for multiple applications.